


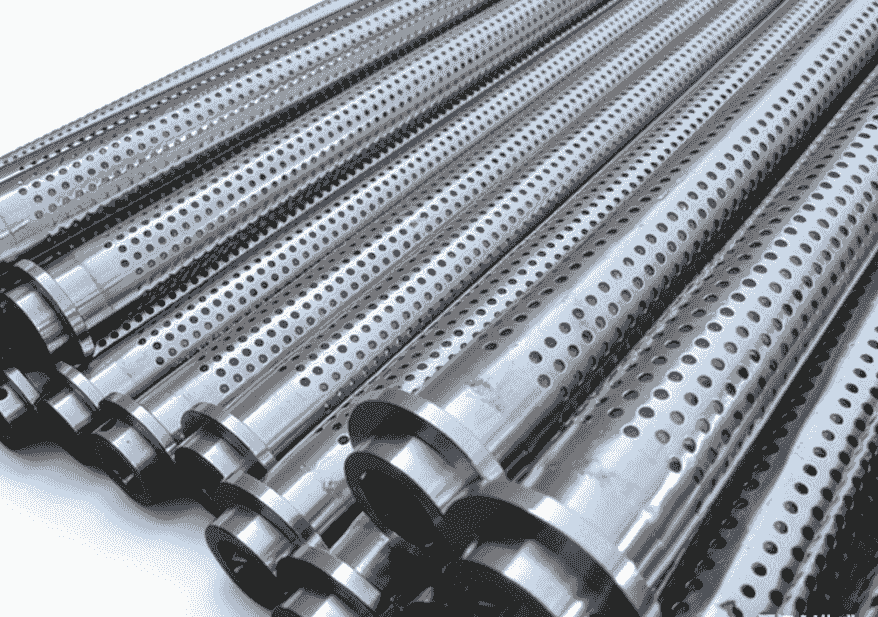
Stainless Perforated Pipe
Types:
Straight seam welded perforated pipe, Spiral welded perforated pipe,
Forms of welding
Spot welding, straight seam welding,
Material:
Carbon steel, stainless steel (201, 304/304L, 316/316L, 2205, s31803 etc)
Size:
10mm- 500mm or customized diameter
Wall thickness:
0.2mm - 6mm
Length:
Max 12 meters
Hole type:
Gap-embedded bridge-type holes, round holes, square holes, long-round holes, convex-dome drainage holes, and other hole types. Other hole types can also be developed and customized according to user requirements.
Application:
It is widely used in oil extraction, chemical industry, sewage treatment, water purification equipment, interior decoration, etc. It can be used as a sand-proof screen tube for oil, or as a filter core framework for filters. It has a large supporting force, high roundness and good straightness. It can be processed and customized according to the actual needs of customers.
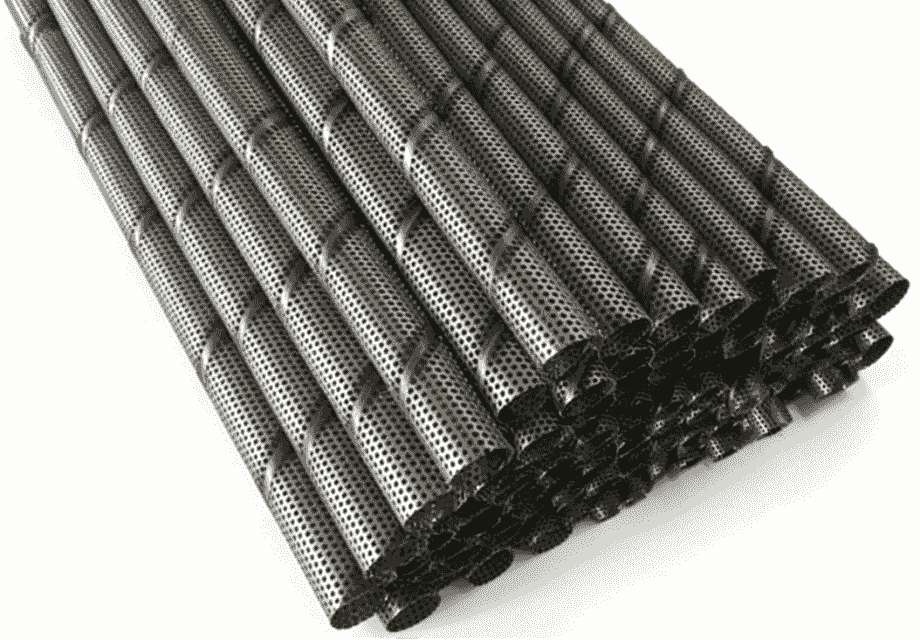
Perforated spiral welded pipe is manufactured from a perforated steel strip. This strip is helically formed into a pipe at a defined spiral angle (also called the forming angle), and the seam is then welded using the submerged arc welding process.Typically, the spiral seam of this type of pipe has an angle between 50 and 75 degrees. This specific geometry results in the resultant stress at the welded joint being only 60-85% of that found in a longitudinal seam welded pipe. Consequently, under identical working pressure, the spiral welded pipe can be designed with a thinner wall thickness compared to its straight-seam counterpart.
The primary application of this perforated spiral welded pipe is in the petroleum industry, where it serves as inner and outer protective casings for sand control pipes.
Straight seam welded pipe is manufactured by first bending a steel plate or strip into a cylindrical shape, followed by welding the longitudinal seam using either the submerged arc welding (SAW) or electric resistance welding (ERW) process.For perforated pipes, the typical processing sequence is as follows: The plate undergoes digitally controlled punching, followed by shearing to size, bending into shape, and finally welding to form the pipe.


